In this article I summarize a strategic simulation-based capacity planning project that I executed years ago. I present one of my earliest material flow simulation projects that resulted in 7% CAPEX reduction, $1.7m reduced investment need and 21% faster lead time for final products. That meant a substantial improvement to the production system.
Most simulation projects actually end up failing. Several industrial surveys have found that most digital twins and material flow simulation projects fail to meet their objectives. Surveys, as well as my personal experience, furthermore show that most simulation projects exceed their budget.
This is why chosing the right simulation procedure model, and sticking to it, is so important. Using this case study as an example, I will (again) demonstrate how appropriate procedure model application is critical to simulation study success.
Simulation-based instead of static capacity planning
The overall objective of this simulation study was to introduce a new production system and production area in an existing factory. The idea was furthermore to replace parts of the existing production system and manufacturing equipment. A plan for a new production system and the equipment and layout involved already existed. However, the capacity requirements were unclear. The manufacturer’s inhouse factory planning team had derived capacity requirements with static calculations but wanted to have these verified (or adjusted) by a simulation study.
Significant differences between former and new production system
The table below summarizes the project and lists changes between the new and existing production system, and the advantages resulting from simulation-based capacity planning vs. static capacity calculation.
| Characteristic | Old system | New system | Simulation aspect |
| Production control | Push based production planning, based on bi-weekly sales order status and sales forecast | Consumption based reorder point resupply of central end product storage | The actual control logics can be implemented in a simulation model and their feasibility and impact on production KPIs can be tested and analyzed |
| Assembly cells | Static assembly cells with product group specific equipment with no flexibility but low setup time and setup cost | Highly flexible assembly cells with exchangeable assembly equipment with high setup time and setup cost | A simulation can verify the required amount of flexible assembly cells, and the required amount of exchangeable equipment – considering demand variability and variance along the time horizon |
| Material supply | Production and assembly inputs are stocked in static buffer areas in front of each production and assembly cell | Central buffer in a automatic storage and retrieval system, with centralized material dispatch upon demand | A simulation can, considering time dependend demand distribution, determine or verify the required storage and internal transport capacity |
One interesting aspect of this project was that the manufacturer wanted to not just replace existing production area and equipment but also to introduce novel production control logics. The manufacturer, a medium-sized stock listed European automotive supplier with some 20,000 employees world-wide, wanted to implement a PULL production control.
Specific focus on implementing PULL-based production control
There are several ways of implementing a PULL-based production control. I list some exemplary methods and mechanisms for PULL-based production control in the table below.
| Mechanisms | Description |
In this case the manufacturer planned to implement reorder point based inventory management.
Production system was part of new value chain design
The manufacturer had a plan for a new value chain design. I illustrated this target state in the figure below. That meant that strategic simulation-based capacity planning had to consider not just the factory in isolation. Instead, the entire value chain in its target state, with all its mechanisms, had to be considered.

The study, models and analysis had to consider the entire target value chain design. I had to collect relevant data not just in the core factory but at various facilities. The central warehouses, triggering the reorder point and re-supply of products, were of special importance.
Evolutionary optimization improved the simulation
I applied a heuristic optimization concept to find the best possible capacity plan. The heuristic originates from the class of genetic optimization algorithms. These algorithms imitate the evolution process, i.e. the “survival of the fittest”-mechanism.
Evolutionary optimization was implemented as follows:
- I started with the feasible corner points of the solution space and simulated them first.
- I then took the best solution and randomly modified some of its attributes.
- The result was another batch of system configurations.
- Newly derived system configurations were tested again, using simulation
- If at least one of the derived system configurations was better than the previous ones, the best found solution was used as a starting point for another optimization run.
The process was repeated until no further improvement could be identified.

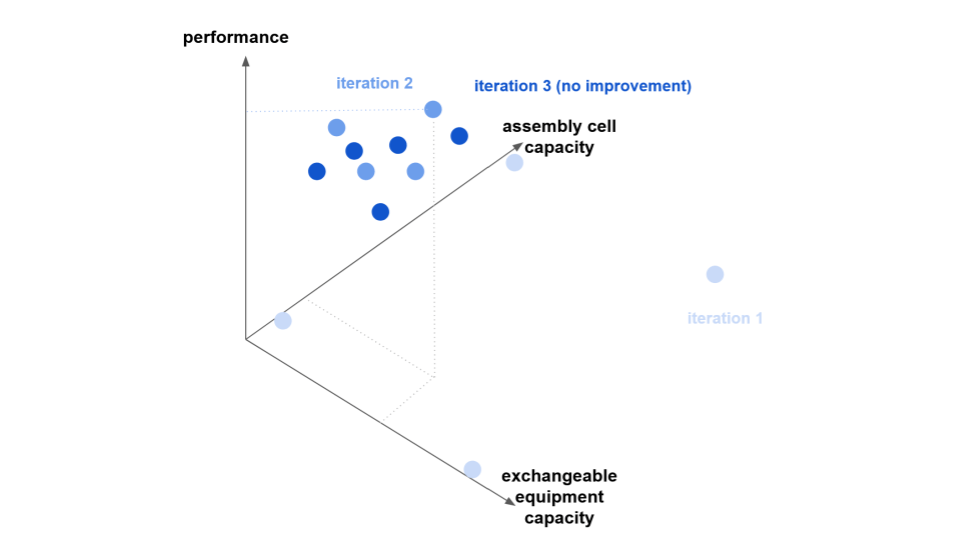
In order to identify the best possible system configuration the simulation applied a two step experimental design. The first step of the experiment plan simulated the outer corner points of the solution space. These outer corner points represented system configurations with e.g. extremely high production capacity or extremely low production capacity.
The simulation of the outer corner points of the solution space already contributed to a very good understanding of the system. Required capacity became much clearer in this way. This formed the foundation for the actual optimization process. Based on this foundation, evolutionary optimization was performed. I already explained the concept behind this.
The figure below visualizes the outer corner points of the solution space and how they form the basis of the thereupon following optimization runs (run 2 and 3).

I visualized the performance trajectory of the simulation experiments in the figure below. Performance was measured along two obejctives. The first objective was production lead time. The second objective was CAPEX.

The final result was a capacity plan that considered dynamic capacity utilization and time-based demand distributions across product families. This capacity plan was less risky than the capacity plan derived with static calculations. Simulation-based capacity planning furthermore reduced investment need by $1.7m, improved expected production lead time by 21% and reduced CAPEX by 7%.
Simulation-based capacity planning procedure model
I always emphasize that using a strong conceptual framework for simulation study execution is important. This simulation-based capacity planning project too followed a procedure model. The figure below summarizes the basic procedure steps.

I have explained my procedure for simulation study execution in another article. Here is the link to the article: https://www.supplychaindataanalytics.com/procedure-model-for-discrete-event-simulation/
Stakeholder inclusion took place early on
As a part of procedure model execution, I included all stakeholders of the simulation-based capacity planning project early on. I know how important this is, and it is imporant to do this as early on in the project as possible.
I also included the board of directors early on in the simulation-based capacity planning project. There are multiple reasons for this.
Simulation-based capacity planning is not just a single study result. Simulation-based capacity planning is a process. The new process brings significant change with it. This change will affect the organization, i.e. the entire factory. It is important that management understands and supports this.
The new capacity planning process, and also the study findings, impact the organization strategically. The new simulation-based capacity planning process will adjust factory design and the production planning process. It will also impact staffing and inventory management. The organization has to re-orient itself around both the findings of the simulation-based capacity planning study as well as the new simulation-based capacity planning process.
The new capacity planning process directly impacts operational business. The new simulation-based capacity planning process directly impacts backlog, availability, and costs.
If senior management does not support the change towards simulation-based capacity planning any projects trying to implement simulation-based capacity planning will not succeed.
Simulation-based capacity planning project summary
I have presented the procedure and results of a simulation-based capacity planning project executed for a major European manufacturing company. The manufacturer implemented simulation-based instead of static capacity planning. The simulation-based capacity planning results impacted the purchase and installation of equipment and resulted in a new strategic production plan. The resource plan resulting from the simulation-based capacity plan saved $1.7m. The new and safer capacity plan reduced both lead times and CAPEX significantly.
As an outro I recommend the following articles to anyone interested in (discrete-event) simulation:
- Link: Procedure model for discrete-event simulation
- Link: Backlog simulation in FIFO production system
- Link: Machine learning and discrete-event simulation – exemplary applications
- Link: Visual Components financial KPI simulation
- Link: Simmer in R for discrete-event simulation
- Link: Open-pit mine simulation for better planning
- Link: Monte-carlo simulation in R for warehoue location risk assessment
- Link: Simulation technique – selection criteria for SCM analysts
- Link: Queueing systems solved analytically and in AnyLogic
- Link: An introduction to simple conveyor line models in AnyLogic

Data scientist focusing on simulation, optimization and modeling in R, SQL, VBA and Python



Leave a Reply